विगत दश वर्षमा पूर्ण ग्लेज उत्पादनहरू घरेलु सिरेमिक टाइल उद्योगको मुख्यधारा प्रवृत्ति वर्ग हो, र पूर्ण ग्लेज उत्पादनहरूको उत्पादनमा ग्लेज पिनहोल दोषहरू सबैभन्दा सामान्य छन्, र यो उत्पादन दोषहरू मध्ये एक हो जुन पूर्ण रूपमा बेवास्ता गर्न गाह्रो छ, जुन प्रत्यक्ष रूपमाउत्पादनको ग्लेज गुणस्तर र समाप्त उत्पादनको उत्कृष्ट दरलाई असर गर्छ। पिनहोल दोषहरू निम्त्याउने धेरै कारकहरू छन्, जसमा खाली ठाउँहरू, ग्लेजहरू, उत्पादन प्रक्रिया प्यारामिटरहरू र फायरिङ प्रणालीहरू, आदि समावेश छन्, र ग्लेजहरूमा पूर्ण ग्लेज र फेस ग्लेज समावेश छन्, यो पेपरले मुख्यतया पिनहोल दोषहरूमा फेस ग्लेज सूत्र संरचनाको प्रभावको अध्ययन गर्दछ, फराकिलो फायरिङ दायरा र अनुप्रयोगको विस्तृत दायराको साथ सूत्रमा फ्लक्स अनुपात र कुल मात्रा बीचको सम्बन्ध, र उच्च तापमान सामग्री अनुपात र कुल भोल्युम बीचको सम्बन्धको बारेमा छलफल गर्दछ, र द्रुत र प्रभावकारी नियन्त्रण र ग्लेज पिनहोल दोषहरू कम गर्ने समाधानको बारेमा छलफल गर्दछ।
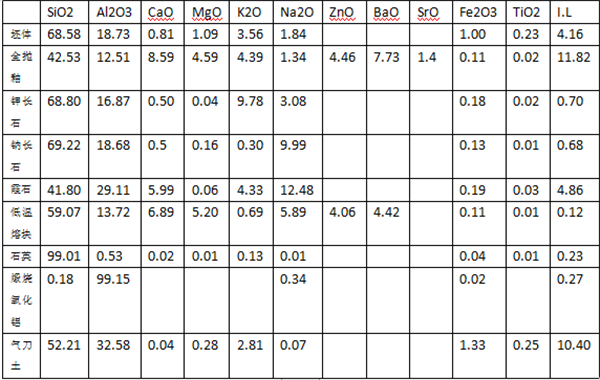
यो परीक्षण क्विङयुआनको एक प्रसिद्ध सिरेमिक उद्यममा सम्पन्न भएको थियो, भट्टीको लम्बाइ ३२५ मिटर थियो, फायरिङ साइकल ४८ मिनेट थियो, रिङको तापक्रम ११६६-११६८ डिग्री सेल्सियस थियो, अनुहारको ग्लेज स्क्र्यापिङ ग्लेजद्वारा लागू गरिएको थियो, र पूर्ण ग्लेजको लागि ग्लेज विधिद्वारा ग्लेज लागू गरिएको थियो, र ४०० मिमी × ८०० मिमी क्षेत्रमा पिनहोल दोषहरूको संख्या गणना गरिएको थियो। परीक्षणमा प्रयोग गरिएको ग्लेजको लागि प्रयोग गरिएको हरियो बडी, पूर्ण ग्लेज र कच्चा पदार्थको संरचना तालिका १ मा देखाइएको छ।
२.१ पिनहोलहरूमा फ्लक्स अनुपात र जलेको माटो/जलेको आल्मुनियम अनुपातको प्रभावको परीक्षण
मूल: अल्बाइट १२, पोटासियम फेल्डस्पार ३१, क्वार्ट्ज २०, ग्यास चक्कु अर्थ १०, जलेको आल्मुनियम २२, कम तापक्रमको फ्रिट ३, नेफेलिन ७, जिरकोनियम सिलिकेट ९।
दुई-कारक ३-स्तरीय परीक्षण मूल वर्गको आधारमा डिजाइन गरिएको छ, जसमा कारक A - फ्लक्स अनुपात, कारक B - जलेको माटो/जलेको आल्मुनियम अनुपात (क्वार्ट्ज, ग्यास चक्कु पृथ्वी, कम तापक्रम फ्रिट मात्रा अपरिवर्तित रहन्छ) समावेश छ।
A: पोटासियम फेल्डस्पार, ३:१:३ को अनुपातमा नेफेलाइनको लागि अल्बाइट, स्तर A1 (अल्बाइट / पोटासियम फेल्डस्पार / नेफेलाइन = ११/२८/१०), A2 (अल्बाइट / पोटासियम फेल्डस्पार / नेफेलाइन = १०/२५/१३), A3 (अल्बाइट / पोटासियम फेल्डस्पार / नेफेलाइन = ९/२२/१६)
B: जलेको माटोको लागि जलेको आल्मुनियम ३:५ को अनुपात अनुसार, B1 (जलेको आल्मुनियम/जलेको माटो = १९/६), B2 (जलेको आल्मुनियम/जलेको माटो = १६/११), B3 (जलेको आल्मुनियम/जलेको माटो = १३/१६)
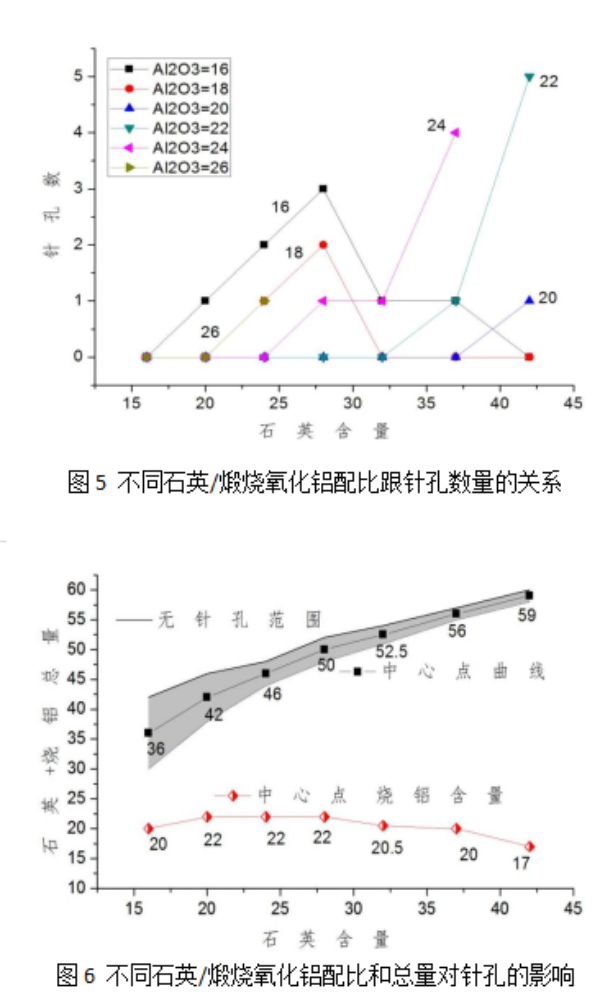
पिनहोल दोषहरू निम्त्याउने धेरै कारकहरू छन्, र सूत्र संरचना र गैर-पिनहोल-मुक्त पूर्ण ग्लेज्ड ग्लेजको फराकिलो फायरिङ दायरालाई डिबग र अप्टिमाइज गर्नु विशेष गरी महत्त्वपूर्ण छ। ग्लेज सूत्रमा नेफेलिनको अनुपात बढ्दै जाँदा, पोटासियम फेल्डस्पार र अल्बाइटको अनुपात घट्यो, र पिनहोलहरूले घट्दो प्रवृत्ति देखाए। जलेको माटोको अनुपात बढ्दै जाँदा, क्याल्साइन गरिएको एल्युमिनाको अनुपात घट्छ, र पिनहोलहरूले बढ्दो प्रवृत्ति देखाउँछन्, र यसको विपरीत। सूत्रमा माटो र क्वार्ट्जको मात्रा जति बढी हुन्छ, पिनहोल-मुक्त क्षेत्र जति साँघुरो हुन्छ, दायरा त्यति नै सानो हुन्छ।सूत्रको प्रयोग,नेफेलिन र क्याल्साइन्ड एल्युमिनाको मात्रा जति बढी हुन्छ, पिनहोल बिनाको सूत्रको दायरा त्यति नै फराकिलो हुन्छ र सूत्रको प्रयोगको दायरा त्यति नै फराकिलो हुन्छ।
(१) पिनहोलहरूलाई दुई प्रकारमा विभाजन गरिएको छ: कम-तापमान पिनहोलहरू र उच्च-तापमान पिनहोलहरू, र कम-तापमान पिनहोलहरूको सामान्य विशेषताहरू हुन्: पिनहोलहरूको संख्या ठूलो छ, आकार सानो छ, ठूलो संख्यामा काँटेदार दोषहरू छन्, र एकल तल्लो ग्लेज मूल रूपमा शोषक वा धेरै थोरै छैन; उच्च-तापमान पिनहोलहरूको सामान्य विशेषताहरू हुन्: पिनहोलहरूको संख्या सानो छ, आकार ठूलो छ, काँटेदार ताप कम छ, क्रेटर दोषहरू सहित, र एकल-तल्लो ग्लेज मसी अवशोषणमा भारी छ।
(२) उत्पादनमा पिनहोल दोषहरूको लागि, पहिले यो कम-तापमान पिनहोल हो वा उच्च-तापमान पिनहोल हो भनेर निर्धारण गर्न आवश्यक छ, वास्तविक अवस्था अनुसार, कम-तापमान पिनहोल समाधान गर्न क्याल्साइन गरिएको एल्युमिनालाई प्राथमिकता दिइन्छ, र उच्च-तापमान पिनहोलको उपचार गर्न नेफेलाइनलाई प्राथमिकता दिइन्छ।
(३) सतहको ग्लेज परिपक्वता तापक्रम र उच्च तापक्रमको चिपचिपाहट सुधार गर्न तल्लो ग्लेज सूत्रमा उच्च-तापमान सामग्रीको रूपमा क्वार्ट्ज क्याल्साइन गरिएको एल्युमिना भन्दा धेरै कम स्पष्ट हुन्छ, र क्वार्ट्ज सामग्री जति बढी हुन्छ, पिनहोल बिनाको क्षेत्र जति सानो हुन्छ, दायरा त्यति नै साँघुरो हुन्छ।सूत्रको प्रयोग।
FOSHAN CERAMIC MEGACINE बाट सामग्रीहरू
पोस्ट समय: नोभेम्बर-२१-२०२२








